氣焊是利用氣體火焰產(chǎn)生的熱最來進行的一種焊接(或切割)方法。氣焊通常采用的氣體為乙炔和氧氣。氣焊一般用于DN>57mm,壁厚小于3. 5mm的管道焊接。氣焊焊接規(guī)范主要包括焊絲成分與直徑、焊嘴直徑及焊接速度等。
1.焊絲
焊絲的成分通常應(yīng)與焊件的成分相同或相近。焊絲直徑的大小主要根據(jù)焊件的厚度確定,并且要考慮接頭及坡口形式。通常情況下,焊件越厚,焊絲直徑越大。
2.焊嘴直徑
焊嘴直徑應(yīng)根據(jù)焊件的材料及厚度確定。焊件厚度越大、導(dǎo)熱性越好、熔點越高,所選用的焊嘴直徑也應(yīng)越大。

3.焊接速度
焊接速度與焊縫位置、焊件的熔點及厚度有關(guān).熔點高、厚度大的焊件,焊接速度應(yīng)慢些,以免產(chǎn)生未熔合現(xiàn)象;反之,焊接速度應(yīng)快些.以免燒穿或過熱。
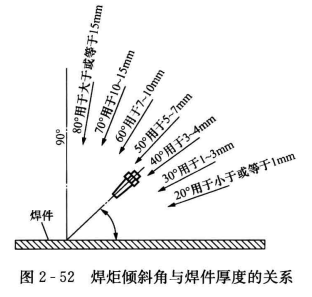
4.焊炬傾斜角
焊接時,應(yīng)保持焊嘴和焊絲的軸線的投影與焊縫重合。焊炬與焊縫的夾角a對焊接也有較大影響,a越大,熱量越集中。如圖2-52所示為焊接低碳鋼時a與焊件厚度的關(guān)系。焊接剛開始時,a應(yīng)大些。
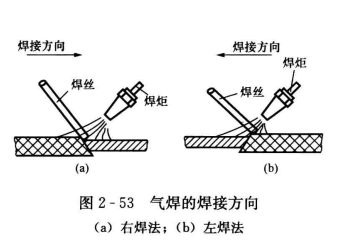
5.焊接方向
氣焊按焊接方向分為右焊法和左焊法(圖2-53)。其中,右焊法較為常用。氣焊的接頭及坡口形式、焊接位置等內(nèi)容與電焊相同。